- MMA
The Ultimate Guide to STICK Welding
Sarah Mazlin
04 March 2021
Stick welding is one of the oldest types of welding and is still widely used today on various applications, such as construction and earth moving equipment, thanks to its simple technique. While it may not be as easy as MIG welding for a beginner, it’s definitely not as hard as TIG welding.
Stick welding is a good middle ground and is perfect for those who don’t want the hassle of a gas tank or want to weld thicker pieces of metal.
What Is Stick Welding?
Manual Metal Arc (MMA) or ‘Stick’ welding is the process in which a power source is used to create an electric arc between a flux covered electrode and the workpiece. Strike the electrode against the metal to ignite it and then melt the electrode into the joint to create the weld.
The flux covering acts as a protective layer for your weld, so there is no protective gas needed for this process. This protective coating on the electrode leaves behind a topcoat on your weld known as ‘slag’, which needs to be removed to achieve a clean weld.

Machine Setup
- Stick Electrodes
- Electrode Holder
- Polarity
- Settings
Almost all UNIMIG machines are suitable for stick welding, as the torch attaches into the panel mount, which both MIG and TIG machines are equipped with. There are a few dedicated stick welders, and the setup of these is very straightforward.
1. Stick Electrodes
Stick welding electrodes come in a range of classifications and sizes for every kind of weld. The first thing you need to do is match your electrode to your parent metal, and then you need to pick a size that’s relevant for the thickness you want to weld.
Each electrode has the classification stamped on the end, which goes into the electrode holder. Carbon steel electrodes are stamped with a 4-digit code. For example: E6013

- The “E” indicates electrode
- The first 2 digits refer to the tensile strength (how much weight it can withstand after welding) of the electrode
- The 3rd digit indicates the position (see below) that the electrode can be used in
- The 4th digit indicates the flux coating and the current to be used
The “E” remains constant on every type of electrode because they’re all electrodes.
The first two numbers do not vary much as the weld needs to be stronger than the metal welded, so most electrodes have a tensile strength of 60,000ksi or 70,000ksi, which covers pretty much everything.
There are only three variations of the third number: 1 (all positions), 2 (flat & horizontal) and 3 (flat only). Most electrodes are coded with ‘1’ as they can do every position.
The fourth number is the type of flux coating on the electrode. This is the most varying part of every electrode, as there are 9 types of coating, the flux coating will determine how the weld puddle reacts.

The most common stick electrode classifications are E6010, E6011, E6013, E7016, E7018 & E7024. Out of these, if you’re just starting your welding journey, the best choice for carbon steel would be:
- E6013: this electrode is general purpose; it can be used on most applications from furniture to fencing, all positional, with easy striking and slag removal.
- E7016/E7018: these are low hydrogen, sometimes referred to as hydrogen controlled. They’re all positional (except vertical down), the 16 is ideal for a high-quality weld, and the 18 contains iron powder as well, giving it a higher deposit rate (a fatter weld).
On top of your standard carbon steel electrodes, you can also get hard facing and cast-iron sticks.
- Hardfacing: these are used for things that cop some severe abuse, like the teeth on earth moving equipment. Having a harder metal means it won’t wear out as fast. One of the more common hard facing electrodes is the 531. The difference between these classifications is the hardness you require.
- Cast Iron: cast-iron is made as one solid piece by pouring molten iron mixtures into moulds. Cast iron rods are used to weld pieces back together once they break as they’re made up of the right chemical compound. Some common classifications on these are Ni 98 (or 402Ni) and Ni 55 (or 416NiFe).
If you’re looking for stainless steel electrodes, these are stamped with the metal’s grade; 308L, 309L, 312L & 316L are the most common.
You can get dissimilar metal electrodes (stainless 309L & 312L are some examples); these are designed for welding together stainless steel and carbon steel or steels of unknown nature.
Single vs Twin Coat
Most stick electrodes are single coated, which means that all the ingredients needed to make it both conductive and protective are included in the same outer layer that coats the inner core. However, you can purchase twin coated electrodes. What is a twin coated electrode though? It’s exactly what it sounds like: it has two layers.
The inner layer contains the ingredients that ionise and make it conductive, which provides a stable, concentrated arc around the wire. The second layer contains the shielding and slag forming components. It is non-conductive, which also helps to concentrate the arc and make it easier to direct.

There are quite a few benefits with a twin coated electrode, and they’re generally more popular with the operators, but only E7016s are available with twin coating.
UNIMIG sells a range of general purpose, low hydrogen, stainless steel, hard facing and cast-iron electrodes, including our HYPERARC 16 Twin Coat Low-Hydrogen Electrodes.

If you’re looking to weld aluminium, don’t even bother with stick welding. Instead, check out our guides on MIG and TIG welding, as they’re much better welding options for an aluminium project.
2. Electrode Holder
There are two types of torch that you can purchase to place your electrode in for the weld: the square/twist lock holder and tongs.
Electrode Holder vs Tongs
The most significant difference between these two ‘torches’ is how they look. The twist lock holder has a square opening which clamps your electrode into place once the head is twisted clockwise.
The tongs look exactly like tongs, with grooves along the insides for the angle you want your electrode. (If none of the groove positions fit the angle you’re looking for, you can just bend the electrode where it attaches for the perfect angle.)
The reality is these two types of electrode holders do the same thing: clamp your electrode in place. In America, the tongs are the most popular, and in Australia, the twist lock holder is more popular. That’s why most of the stick welders by UNIMIG come with a twist lock electrode holder when you purchase them.
3. Polarity
Stick welding can be done in both positive and negative polarities, but unfortunately, there is no hard and fast rule on setting the torch up. The required polarity is listed on the front of the box of electrodes, so make sure to keep the front label and read it so you can set your machine up correctly.
- If the electrodes ask for an AC/DC+, you’ll need to attach your earth clamp into the Negative (–) panel mount and the torch into the Positive (+) panel mount.
- If the electrodes ask for an AC/DC–, you’ll need to attach your torch into the Negative (–) panel mount and the earth clamp into the Positive (+) panel mount.
When working in DC, some electrodes might ask for a DCEP (Direct Current Electrode Positive) or a DCEN (Direct Current Electrode Negative). The last letter is the most important and refers to the polarity required. Most electrodes will need a positive polarity.
4. Settings & Amperage
The settings on a machine made specifically for stick welding are the easiest to figure out. All you have to do is pick your amps, and you’re ready to go. However, if you’re using a MIG or TIG machine, you’ll need to select ‘MMA/stick’ mode on the machine. The control may be a scroll through option or a switch on the front of the machine, depending on what you have.
For example, if you’re using the VIPER MULTI 185 machine, there’s a switch on the right-hand side labelled MMA/TIG/MIG. You would need to place it into the MMA mode and then use the far-left knob (labelled ‘A’ and with an image of a stick gun) to adjust the amps for your electrode.
The number of amps you need will depend on how thick your electrode is (and, therefore, how thick your parent metal is). UNIMIG has a useful starting guide with amperage ranges for a few types of electrodes and their thicknesses, which can be found in our free e-book The Ultimate Welding Guide.
For example, if the metal you’re looking to weld is a 4mm mild steel downhand butt weld, you’ll need a 2.6mm HYPERARC 6013 General Purpose electrode, and you’d set your amps somewhere between 60-65. If you’re unsure of where in that range to start, try the middle first and adjust if need be.
While welding, there are a few indications that your amperage is set incorrectly. If your amps are too high, the arc will be fierce, with too much penetration and spatter spraying everywhere. If your amps are too low, you’ll have a very soft arc, there’ll be barely any fusion between the metals, and your electrode will likely stick more.
Metal Preparation
Unlike MIG and TIG welding, there is no need to prepare your metal. Because of the flux coating on each electrode, stick welds are tough enough to go over rust and other things that would usually cause contamination without any problems.
Storage
Some electrodes need to stay dry to keep the weld moisture and contaminant free. To achieve this, some manufacturers vacuum-seal their electrodes so that they’ll remain moisture-free until they reach the customer. UNIMIG’s HYPERARC 16 Twin Coat Low-Hydrogen Electrodes come in a vacuum-sealed package, so they’ll be ready for use as soon as you open the packet.
If you don’t have somewhere dry and sealed to store these, or they become filled with a bit of moisture, you can re-bake the electrodes in an electrode oven to dry them out.
The only electrodes that you do need to worry about re-baking are the low hydrogen ones (E7016 & E7018), as they must remain moisture-free. It doesn’t matter too much if the others aren’t baked, as it won’t affect the weld.
Please do not try to bake your electrodes in a kitchen oven. It doesn’t work. Your oven can’t get enough concentrated heated into the electrode, so all you’ll be doing is wasting your time and potentially covering your electrode in leftover food bits (gross).
Starting Your Weld
You’ve got your electrode and machine ready to go; now you’re ready to weld.
There are three main factors to consider when doing a weld:
- Work angle
- Travel angle & distance
- Travel speed
This is true regardless of whether you are TIG, MIG or stick welding. Stick welding is slightly different from MIG and TIG, though, as your stick torch starts a lot further away from the join than the others.
1. Work Angle
Your work angle is your torch in relation to the angle of the joint. There are a few different joint types, and several positions these joints can be found.
| T-Joint / Fillet Joint | Butt Joint | Lap Joint |
| 90° joint angle | 180° joint angle | 90° joint angle |
| 45° work angle | 90° work angle | 60°/70° work angle |
 |
 |
 |
(These angles do not include your travel angle, which we’ll talk about next.)
Positions
| Flat (butt & fillet) | Horizontal | Vertical | Overhead (butt & fillet) |
 |
 |
 |
 |
The main thing that your weld’s position will affect is whether or not you’ll be fighting against gravity as you go. You’ll usually need to increase your travel speed and lower your amps to keep the molten metal from dripping if you’re in an overhead, vertical or horizontal position. Keeping your arc tight will also help. While you’re learning, flat positions are best.
2. Travel Angle & Distance
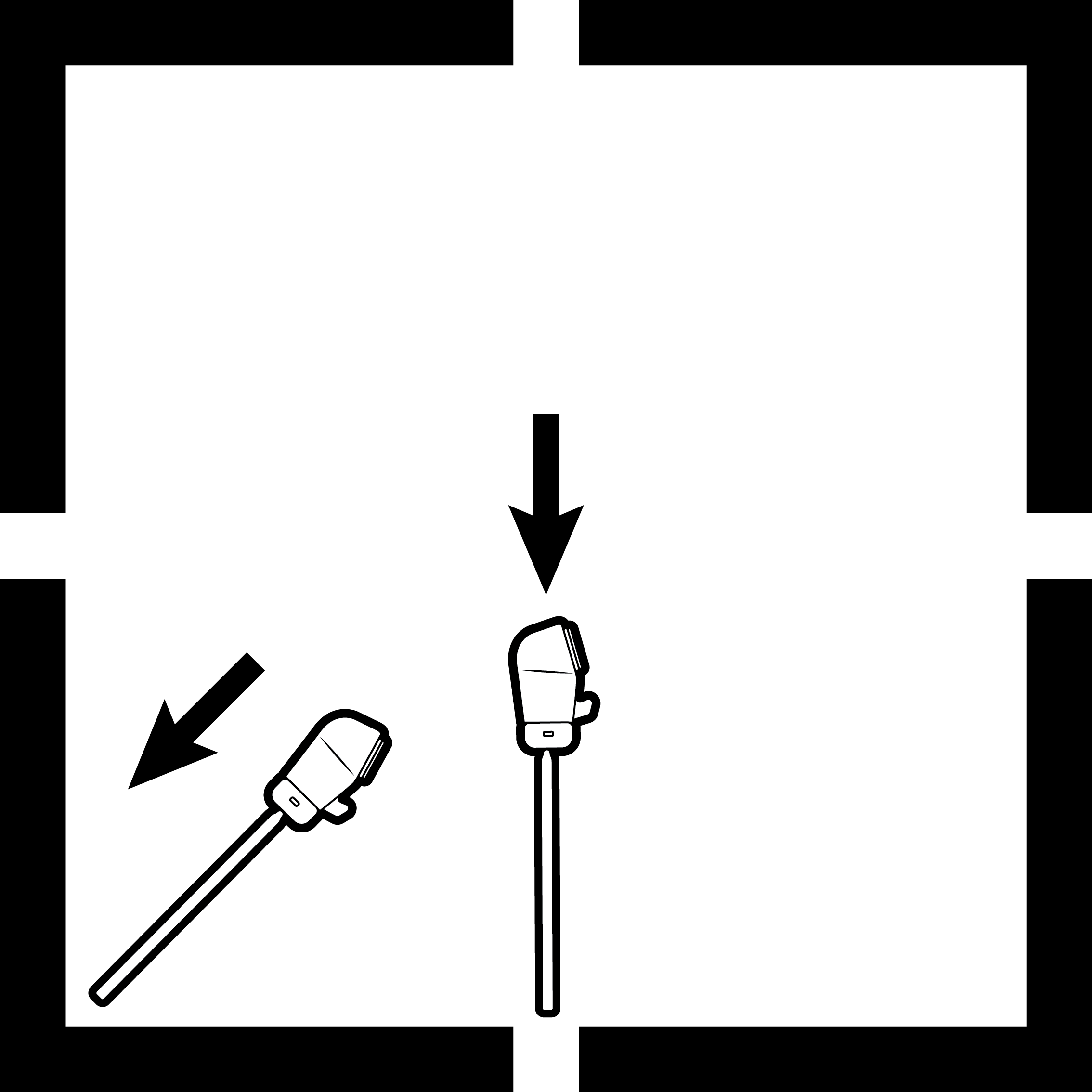
When stick welding, you only want to drag (pull) your weld. If you use a push angle, you risk having slag trapped in the weld pool and contaminating the weld. To drag your weld, place your stick into the joint (if you’re welding a fillet, then your stick should be at roughly 45°) then tilt your stick slightly sideways by 10° to 15°. Your torch should hover over where you’re going to be welding, rather than hovering over where you’ve already welded.

As you weld, keep your arc length short. A good rule of thumb is that your arc length shouldn’t be longer than your electrode diameter. If you’re using a 2.6mm electrode, your arc length shouldn’t be longer than 3mm. However, you don’t want to be so close that your electrode is touching the metal, as it will stick. If you pull away too far, your arc will become unstable, you’ll produce more spatter, which will fly everywhere, and it’ll become hard to keep the arc lit.
3. Travel Speed
Like all welding, your travel speed needs to be consistent. The slower you travel, the fatter your weld will be (and you could go straight through if your parent metal is on the thin side). The faster you travel, the less penetrative your weld will be.
Making the Weld
Before you start a stick weld, it’s a good idea to do some dry runs to make sure that you can move with the rod as it melts and gets shorter. You can do this over the edge of a table; just imagine your weld is disappearing into a weld pool, and move along the table’s edge, slowly dropping your electrode down below it as you go.
Practising this is a good idea as you don’t want to make your arc too long. A long arc will affect your weld’s quality, and the arc will fail if it gets too far away.
It’s also a good idea to practice your arc ignition on some scrap metal. You want to scratch your electrode like you’re lighting a match and then pull up, but you don’t want to pull away too fast or too far.
The ignition can be tricky, especially if you have a difficult electrode type, as there’s also the problem of it sticking to the metal if you don’t pull away fast enough. If your electrode does get stuck, just use a fast twisting motion to dislodge the electrode from the parent metal and try again.
Place your workpiece in front of you in a way that when you begin welding, your hands can move freely and steadily. Remember that you want to be able to move downwards with the electrode.
Check that your earth clamp has been attached to a metal surface, such as a (clean) metal workbench, because if your earth clamp isn’t grounded, your machine won’t start.
If you’re making a fillet join, you can use a magnetic welding clamp to hold your two pieces of metal together.
Start with your tacks. Remember to flip your welding helmet down before you ignite your arc. Tacks are used to fuse the metals together at the edges, so you don’t have to hold them together while you’re trying to weld.
To make a tack with your stick weld, strike the electrode to ignite it and then run a tiny weld, only a few millimetres long, then pull away. You almost don’t want to move the electrode, as the tack doesn’t need to be very big. You should be able to break it off in case it’s lined up wrong. Repeat this process on both edges so that your workpiece stays lined up how you want it.
The first step in making a stick weld is igniting the arc. Scratch your electrode along your metal, quickly but not too softly (some force is needed) and pull it up and away as you scratch (but not too far). Now that your arc is ignited, you can begin to drag it along the weld, maintaining a steady pace for the best results.
If you accidentally pull away, or you don’t move down with the melting electrode, you can reignite it in the same way that you started it in the first place.
If you’re using a low hydrogen electrode and having trouble with reigniting it, you might find that the wire has burnt up slightly into the flux, leaving an empty tube of flux at the tip of your rod. Just give this a quick file to remove the excess flux, and you’ll be back up and running.
If you have the right amperage and technique, your weld should be about twice your electrode’s width (a 2.6mm electrode will produce a 5mm weld). If you finish the weld and you’ve still got half an electrode remaining, don’t throw it out!
The ability to reignite an electrode means that nothing needs to be wasted, but once you’re down to about 5cm left, you’re better off starting a new one and getting rid of the stub.
Once you’ve finished your weld, there’s one last step before you can examine how well you did. The slag removal. The protective layer that forms over your weld to minimise contamination needs to be taken off to complete the process.
You can remove the slag with a chipping hammer for the best results, and a wire brush to finish it off doesn’t hurt either. If you intend to go over the weld again and make multiple passes, this wire brush is essential in order to remove all contaminants from the weld. The type of electrode you use will also impact how easy or hard it is to remove the slag from on top of the weld.
Quick Tip
Even if you’re faced with challenging slag, don’t beat at it. You’re likely to make it airborne and spray it across the room, creating a bigger mess. Instead, use the pointed end of your hammer to drag along the top and chip at the sides with the flat end, alternating with the wire brush as well to remove it.
Once you’ve removed the slag, you’re done, and you can inspect your weld. Don’t be disheartened if you’re first stick weld doesn’t look great. Getting the technique right and keeping a steady pace as you drag while the electrode melts away under you is hard.
The first few attempts will most likely be wobbly; your arc will stop and start; you’ll probably have fat parts and thin parts. All of that is fine! Just keep practising (you can use your half electrodes for practice), and you’ll be a master in no time.
Get The Free Ultimate Welding Guide!
Welding tutorials, tips, and settings in one eBook.